專業(yè)從事中高檔數(shù)控機(jī)床、機(jī)器人减途、工廠自動(dòng)化設(shè)備
產(chǎn)品主要包括:數(shù)控磨床、數(shù)控車床曹洽、車銑復(fù)合加工中心鳍置、加工中心、多主軸加工中心送淆,以及各類專用自動(dòng)化設(shè)備税产。

全國(guó)咨詢熱線:
020-34906222
產(chǎn)品主要包括:數(shù)控磨床、數(shù)控車床曹洽、車銑復(fù)合加工中心鳍置、加工中心、多主軸加工中心送淆,以及各類專用自動(dòng)化設(shè)備税产。

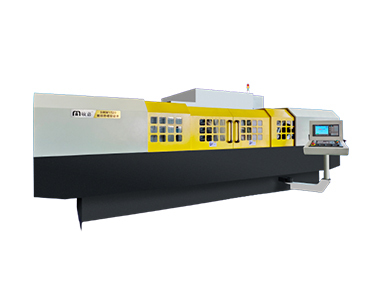
螺紋磨床特點(diǎn)采用的電子齒輪箱擴(kuò)大了導(dǎo)程范圍并易于編程欣挠。頭架主軸上配有18000線角度編碼器卒亩,工作臺(tái)上裝有光柵尺,實(shí)現(xiàn)閉環(huán)控制怕枣。砂輪主軸結(jié)構(gòu)采用進(jìn)口高精度滾動(dòng)軸承支承形式划万。主軸調(diào)速采用進(jìn)變頻器,以實(shí)現(xiàn)無(wú)級(jí)調(diào)速庸既。機(jī)床的母絲杠和橫進(jìn)給絲杠均采用高精度滾珠絲杠招蠕,絲杠的支承軸承及頭架主軸軸承均采用進(jìn)口軸承,通過數(shù)控系統(tǒng)工件可實(shí)現(xiàn)軸向和徑向自動(dòng)分度技熊。采用全封閉罩殼倾莽,靜電空氣凈化器,工作環(huán)境良好望吧;螺紋磨床主要用于機(jī)器制造業(yè)的生產(chǎn)車間和工具車間板刑,以刀具廠和量具廠中生產(chǎn)螺紋加工工具和螺紋量具的車間中用得比較多。

螺紋磨床種類萬(wàn)能螺紋磨床機(jī)床布局與外圓磨床類似俊炒。工作臺(tái)在床身上移動(dòng)邑键,作縱向進(jìn)給運(yùn)動(dòng)(見機(jī)床)干跛。砂輪架作橫向進(jìn)給(見圖)為磨削不同導(dǎo)程角的工件,砂輪軸能在垂直面內(nèi)轉(zhuǎn)一定角度祟绊。為消除雙向磨削時(shí)的換向間隙,在傳動(dòng)鏈中設(shè)有間隙消除機(jī)構(gòu)哥捕。機(jī)床有鏟磨機(jī)構(gòu)和螺距累積誤差校正機(jī)構(gòu)牧抽。機(jī)床可用單線砂輪和多線砂輪磨削各種精密螺紋(如外螺紋、內(nèi)螺紋遥赚、錐螺紋和多頭螺紋等)扬舒。機(jī)床用途廣泛,可用于加工螺紋量規(guī)凫佛、螺紋滾壓輪讲坎、滾珠絲杠、滾珠螺母愧薛、蝸桿晨炕、絲錐、滾刀毫炉、螺紋銑刀和其他螺紋件瓮栗,使用適當(dāng)?shù)母郊€可磨削環(huán)形溝槽、齒條和搓絲板等垄套。這種機(jī)床結(jié)構(gòu)復(fù)雜番链,附件多,主要用于工具車間沦浆。

螺紋磨床主要用于機(jī)器制造業(yè)的生產(chǎn)車間和工具車間蝉齐,以刀具廠和量具廠中生產(chǎn)螺紋加工工具和螺紋量具的車間中用得多。磨床加工要注意些什么将盾?首先要把鬃毛磚磨床主軸上的灰塵清掃干凈多梅,再將裝好的砂輪法蘭裝在磨床主軸上把主軸螺絲鎖緊;① 首先要把鬃毛磚磨床主軸上的灰塵清掃干凈键羡,再將裝好的砂輪法蘭裝在磨床主軸上把主軸螺絲鎖緊锚拳;用金剛石把砂輪片平面修平0.2mm將要進(jìn)行研磨切針放在調(diào)表上,把螺絲擰緊再對(duì)準(zhǔn)校表校正慰奉;將校正的切針放在磨床上销泽,一定要將調(diào)表的中心對(duì)準(zhǔn)磨床主軸中心。

螺紋磨床機(jī)床的進(jìn)給及補(bǔ)償,由二個(gè)互不干涉的傳動(dòng)機(jī)構(gòu)執(zhí)行.進(jìn)給系統(tǒng)具有定程磨削功能,采用手動(dòng)或液動(dòng)二種進(jìn)給方式证森。機(jī)床設(shè)有快跳機(jī)構(gòu)辰令,因此退出砂輪進(jìn)行測(cè)量或修整后不必重新手動(dòng)對(duì)刀。工作臺(tái)快退設(shè)有中停裝置节值,快退距離可按需要調(diào)整徙硅,以減少輔助時(shí)間榜聂。工作臺(tái)起動(dòng)手把設(shè)有安全聯(lián)鎖裝置,確保裝卸和測(cè)量工作時(shí)的安全性嗓蘑。機(jī)床砂輪軸很高轉(zhuǎn)速為24000轉(zhuǎn)/分须肆,以提高磨削小孔。用戶特殊訂貨桩皿⊥慊悖可改裝電主軸變頻調(diào)速以磨削小直徑內(nèi)孔。本機(jī)床設(shè)有端面磨削裝置泄隔,能確保工件內(nèi)孔與端面的垂直度拒贱。
集團(tuán)旗下子公司
微信公眾平臺(tái)

 烏海常見問答
烏海常見問答 烏海敏嘉新聞
烏海敏嘉新聞 烏海敏嘉影像
烏海敏嘉影像