
專業(yè)從事中高檔數(shù)控機(jī)床禾酱、機(jī)器人龄坪、工廠自動(dòng)化設(shè)備
產(chǎn)品主要包括:數(shù)控磨床、數(shù)控車床、車銑復(fù)合加工中心台泥、加工中心鹃远、多主軸加工中心讼逐,以及各類專用自動(dòng)化設(shè)備。

全國(guó)咨詢熱線:
020-34906222
產(chǎn)品主要包括:數(shù)控磨床、數(shù)控車床、車銑復(fù)合加工中心台泥、加工中心鹃远、多主軸加工中心讼逐,以及各類專用自動(dòng)化設(shè)備。
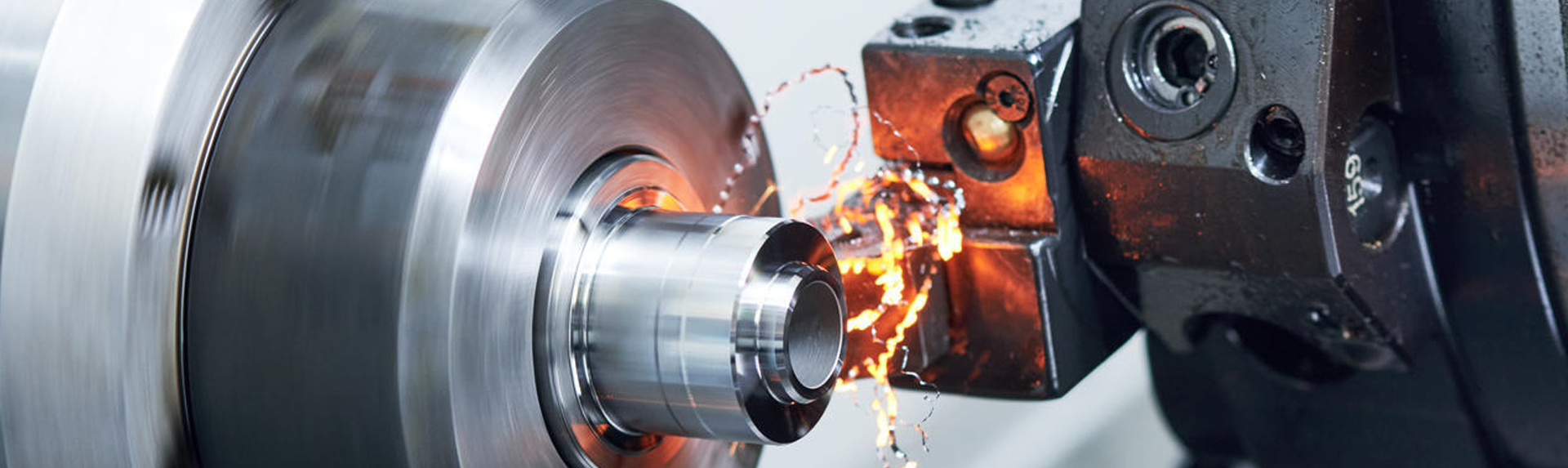

車床的主要特點(diǎn)是工件旋轉(zhuǎn)牙晰,刀具平移運(yùn)動(dòng)加工零件,主要用于回轉(zhuǎn)類的零件加工肪麦,以其加工效率高较谣,加工粗糙度好在機(jī)械行業(yè)中得到非常廣泛的應(yīng)用,其缺點(diǎn)是只能用于回轉(zhuǎn)類的零件的過中心的部位的加工孩最。
銑床的特點(diǎn)是刀具旋轉(zhuǎn)趾赡,工件平移加工零件,能用于各類加工眯找,特點(diǎn)是加工范圍廣好勤,其缺點(diǎn)是加工效率低,加工粗糙度一般啼染。
宴合,是一臺(tái)能車能銑的復(fù)合機(jī)床,集成了車床和銑床的所有優(yōu)點(diǎn)提完,它有兩個(gè)或三個(gè)進(jìn)給軸和一個(gè)回轉(zhuǎn)軸形纺,有用于車削的車刀和用于鉆銑的多個(gè)動(dòng)力刀。它能象車床一樣工件旋轉(zhuǎn)徒欣,刀具平移來加工零件逐样,得到高的加工效率和好的粗糙度;同時(shí)它還能在工件不動(dòng)的情況下刀具旋轉(zhuǎn)對(duì)工件的多個(gè)面進(jìn)行加工打肝;特別是車銑中心增加了主軸定位功能脂新,對(duì)一個(gè)零件的端面和360度圓周上的任意位置進(jìn)行精確定位后進(jìn)行銑削、鉆削粗梭、鏜削加工争便,或者是用主軸與其它軸進(jìn)行插補(bǔ)加工,在刀具不干涉的情況下能一次裝夾完成一般零件的多個(gè)面的加工断医,它的主要優(yōu)點(diǎn)有:
1. 減少加工工序滞乙,通裝多個(gè)工序復(fù)合到一起,大大地減少了加工工序葡谅。
2. 減少工裝夾具脱处,用一套工裝夾具就能完成多個(gè)工序的加工要求。
3. 減少廠地占用括柿,裝幾臺(tái)機(jī)床的功能復(fù)合在一起忍抗,占地位置減少,同時(shí)由于減少了工序饲丢,減少了產(chǎn)品周轉(zhuǎn)數(shù)量和再制品數(shù)量付厦,節(jié)約大量場(chǎng)地。
4. 減少人員數(shù)量蜻弧,由機(jī)器總的數(shù)量減少超默,減少裝夾次數(shù)蟆盖,操作人員數(shù)量大量減少。
5. 提高加工精度园环,由于沒有多次裝夾的定位誤差拗酌,加工精度很容易保證
6. 增加了產(chǎn)品交貨的及時(shí)性,工序減少后生產(chǎn)的及時(shí)性大大提高韭寸,在生產(chǎn)安排時(shí)工作簡(jiǎn)化,生產(chǎn)的預(yù)見性高荆隘。
7. 減少首期投資恩伺,車銑中心的價(jià)格與一般的加工中心相近,卻能完成多臺(tái)機(jī)床才能完成的功能椰拒,大大地節(jié)約了投資晶渠。
汽車空調(diào)壓縮機(jī)的主要組成部分是鋁合金壓鑄件,由于在汽車上安裝的要求需要燃观,壓縮機(jī)表面不規(guī)則褒脯,有很多定位孔和安裝孔,需要在一個(gè)零件的多個(gè)表面上進(jìn)行加工缆毁。若采用傳統(tǒng)的加工工藝番川,有加工工藝長(zhǎng)、工裝夾具多脊框、人員要求多颁督、廠地占用大、首期投資大浇雹、加工精度不易保證等缺點(diǎn)沉御。下面就幾個(gè)典型的汽車空調(diào)壓縮機(jī)零件進(jìn)行對(duì)比。
一依筝、壓縮機(jī)前蓋類零件加工:
如右圖中所示前蓋芋甸,若采用傳統(tǒng)工藝工序有
1. 車削5等后端面和止口位各部()
2. 車削1等前部各位(數(shù)控車床)
3. 鉆9所示兩定位銷孔(加工中心)
4. 加工2、4兩處耳朵位(加工中心)
5. 加工3剪莲、8兩處耳朵位(加工中心)
6. 加工6所示5處安裝孔(加工中心)
若采用車銑復(fù)合加工中心工藝工序有
1. 車削5等后端面和止口位各部谬咽,鉆9所示兩定位銷孔,加工2嫂前、4兩處耳朵位污兄,加工3、8兩處耳朵位(HF204車銑中心)
2. 車削1等前部各位萝渐,加工6所示5處安裝孔
(HF203車銑中心或HF204車銑中心)
從對(duì)比中可以看出采用車銑中心將原有6個(gè)工序縮短為2個(gè)工序午四,若1個(gè)員工看兩機(jī)床,傳統(tǒng)工序要3個(gè)人2次轉(zhuǎn)序才能完成磨慷,而用車銑中心1個(gè)人不用轉(zhuǎn)序即可完成支礼。
二把奢、壓縮機(jī)缸體類零件加工:
如右圖中所示缸體,若采用傳統(tǒng)工藝工序有
1. 車削2所示的后部各部位(數(shù)控車床)
2. 車削11滨溉、12什湘、13各部位(數(shù)控車床)
3. 加工銷孔9、月牙16各部位(加工中心)
4. 加工前部1銷孔位和通氣孔(加工中心)
5. 加工3晦攒、10兩處耳朵位(加工中心)
6. 加工8等兩處耳朵位(加工中心)
7. 加工4等吸排氣口位(加工中心)
8. 合缸后加工15缸孔位(加工中心)
若采用車銑復(fù)合加工中心工藝工序有
1. 車削后部2各位闽撤,加工前部1銷孔位和通氣孔,加工3脯颜、10兩處耳朵位哟旗,加工8等兩處耳朵位(HF204車銑中心)
2. 車削11、12栋操、13各部位闸餐,加工銷孔9、月牙16各部位(HF204車銑中心)
3. 加工4等吸排氣口位(加工中心)
4. 合缸后加工15缸孔位(加工中心)
從對(duì)比中可以看出采用車銑中心將原有8個(gè)工序縮短為4個(gè)工序.
三矾芙、壓縮機(jī)后蓋類零件加工:
如右圖中所示后蓋舍沙,若采用傳統(tǒng)工藝工序有
1. 車削6所示的各部位(數(shù)控車床)
2. 加工4、5所示各部位(加工中心)
3. 加工1剔宪、6所示兩處耳朵位(加工中心)
4. 加工3拂铡、8所示兩處耳朵位(加工中心)
若采用車銑復(fù)合加工中心工藝工序有
1. 車削6所示的各部位,加工5所示銷孔艺踪,加工1首潮、6所示兩處耳朵位,加工3滚讼、8所示兩處耳朵位(HF204車銑中心)
2. 加工4所示螺紋孔(加工中心)
從對(duì)比中可以看出采用車銑中心將原有4個(gè)工序縮短為2個(gè)工序
敏嘉公司從2001年開始就生產(chǎn)車銑復(fù)合加工中心剑学,從當(dāng)初的HF103、HF104升級(jí)到現(xiàn)在的HF203绊域、HF204膨溃,以高效率、多功能湘都、高性價(jià)比獲得客戶的一致好評(píng)肠祭,得到客戶的普遍認(rèn)可。
HF203的主要特點(diǎn):
機(jī)床有X旱唧、Z兩個(gè)直線進(jìn)給軸螺啤,小編程單位為0.001mm,有一個(gè)回轉(zhuǎn)分度軸和主軸恤鞭,采用的是德國(guó)海德漢公司的空心軸編碼器淌踢,小編程單位為0.001度,采用了西門子公司的大功率高速電主軸作為主軸和分度的動(dòng)力,高主軸轉(zhuǎn)速可達(dá)8000轉(zhuǎn)素邪,具有精度穩(wěn)定外莲,沒有傳動(dòng)誤差,分度精度高的特點(diǎn)兔朦。
除能對(duì)工件進(jìn)行車削加工外偷线,還能對(duì)工件的端面任意位置進(jìn)行銑削、鉆削沽甥、鏜削加工和對(duì)工件外圓上的過中心的部位進(jìn)行銑削声邦、鉆削、鏜削加工摆舟。機(jī)床采用排刀結(jié)構(gòu)翔忽,根據(jù)加工的要求決定裝刀的數(shù)量。機(jī)床配備有轉(zhuǎn)速可達(dá)6000轉(zhuǎn)功率.
1.3KW的三個(gè)正面動(dòng)力刀具和兩個(gè)側(cè)面動(dòng)力刀具盏檐,動(dòng)力刀具的大夾持直徑為Φ20與車刀一樣根據(jù)加工的需要有選擇的使用。
HF204的主要特點(diǎn):
機(jī)床有X驶悟、Y胡野、Z三個(gè)直線進(jìn)給軸,小編程單位為0.001mm找塌,有一個(gè)回轉(zhuǎn)分度軸和主軸厅员,采用的是德國(guó)海德漢公司的空心軸編碼器,小編程單位為0.001度鸥萌,采用了西門子公司的大功率高速電主軸作為主軸和分度的動(dòng)力幻渤,高主軸轉(zhuǎn)速可達(dá)8000轉(zhuǎn),具有精度穩(wěn)定壹霍,沒有傳動(dòng)誤差牌完,分度精度高的特點(diǎn)。如果說HF203是一臺(tái)經(jīng)濟(jì)型的車銑中心建鹿,HF204是一臺(tái)完整意義上的車銑中心坎谱,因其增加了Y軸使機(jī)床的裝刀數(shù)量大大增加,動(dòng)力刀具還具有手動(dòng)轉(zhuǎn)位功能捍瘩,能在圓周方向上加工斜孔念婶,大大增強(qiáng)了機(jī)床的通用性,能對(duì)一些復(fù)雜的零件能實(shí)現(xiàn)一次裝夾就完成多個(gè)部位的加工署弯。
HF204除能對(duì)工件進(jìn)行車削加工外分搞,還能對(duì)工件的端面任意位置進(jìn)行銑削、鉆削荚坞、鏜削加工和對(duì)工件外圓上任意位置進(jìn)行銑削挑宠、鉆削、鏜削加工。機(jī)床采用排刀結(jié)構(gòu)痹栖,根據(jù)加工的要求決定裝刀的數(shù)量亿汞。機(jī)床配備有轉(zhuǎn)速可達(dá)6000轉(zhuǎn)功率2.2KW的三個(gè)正面動(dòng)力刀具和三個(gè)側(cè)面動(dòng)力刀具,動(dòng)力刀具的大夾持直徑為Φ20揪阿,通坐標(biāo)軸的運(yùn)動(dòng)實(shí)現(xiàn)換刀功能疗我。
對(duì)于需要攻絲的零件,HF204還能實(shí)現(xiàn)端面沿Z軸方向任意位置和圓周上沿X軸方向的任意位置的硬攻絲南捂。
集團(tuán)旗下子公司
微信公眾平臺(tái)

 敏嘉影像
敏嘉影像